摘要:风力发电机各个部件的连接和锁紧均采用高强度螺栓。高强度螺栓连接副储存与运输高强度螺栓连接安装风电机组高强度螺栓副的紧固分为初紧、复紧与终紧,有时也只进行初紧和终紧。风电机组用高强度螺栓采用转角法施工紧固质量检测要符合以下四个要求。风电机组用高强度螺栓连接副失效事件时有发生。...
0 前言
高强度螺栓是风力发电机组结构部件连接的重要零部件。 具有施工简单、可拆卸更换、连接刚度高、受力性能好、抗疲劳、抗震等优点。 高强度螺栓用于连接和锁定风力发电机的各个部件。
高强度螺栓是指强度等级为8.8级及以上的螺栓。 采用高强度螺栓作为连接紧固件,通常为摩擦式连接。 通过对螺栓施加拧紧轴向力,将连接板夹紧并产生摩擦。 当外力作用时,连接板接触面之间发生摩擦,外力传递到螺栓上,应力流通过接触面平稳传递[1]。
我国风电机组采用高强螺栓安装过程中,出现滑移、屈服、断裂等现象。 风力发电机组运行过程中,连接螺栓发生断裂,降低了风力发电机组的安全系数。 严重时甚至可能导致风力发电机组的倒塌[2]。
螺栓的安全性决定了整个风机的安全性。 因此,有必要对螺栓制造、现场验收、储存、运输、连接施工及施工质量验收等进行质量管理,确保螺栓的安全使用和整个风电机组的安全运行。

大熊猫在风电场检查螺栓(AI生成的图片)
1. 螺栓的制造
1.1 螺栓制造工艺
螺栓生产工艺包括退火、酸洗、拉丝、成型、螺纹磨削、热处理、表面处理等[3]。 退火是将线材加热到一定温度,保温一定时间,然后缓慢冷却。 用于改善线材的相形态和分布,细化晶粒,降低硬度,提高线材的常温加工性能。 线材退火后,对线材表面进行酸洗,去除氧化膜。 拉丝是将盘元件冷拉至所需直径。 成型是通过冷/热镦工艺将线材模制成螺栓半成品的形状。 冷/热镦是指在不加热或不加热毛坯的情况下,利用压力机在上、下模之间施加压力,使毛坯轴向压缩、径向膨胀的金属压力加工。 一般螺栓、螺母采用冷镦工艺。 冷镦会产生加工硬化,从而提高金属的抗拉强度和屈服强度。 同时,金属坯料中的流线不会被切断,冷镦后的流线会沿着工件的形状分布,可以提高产品的疲劳强度。 冷镦后的工件具有良好的粗糙度和尺寸精度,不存在切削加工造成的加工痕迹。 螺纹滚压是将成型的半成品螺栓或螺母磨削或攻丝以获得所需的螺纹。 根据不同材料和性能要求确定热处理工艺,并进行表面处理。 表面处理方法有磷化、发蓝、热镀锌、电镀锌等[4]。
1.2 制造过程中常见缺陷及检测方法
螺栓和螺母制造过程中常见的表面缺陷包括裂纹、原材料裂纹或条纹、凹痕、皱纹、刀痕和损伤等[5]。 螺栓、螺母上的裂纹分为淬火裂纹、锻造裂纹、锻造爆裂和剪切爆裂。 淬火裂纹是在热处理过程中由于过大的热应力和应变而产生的裂纹,通常在紧固件表面呈现不规则的交叉点和不规则的方向。 任何深度、长度、位置的淬火裂纹都不允许存在[6]。 锻造裂纹、锻造爆裂和剪切爆裂缺陷均在锻造过程中产生,一般位于螺栓六角头的对角处、相对侧面或螺母的外表面上。 除淬火裂纹外,其他裂纹均按GB/T 5779.1标准规定——在2000年的要求范围内允许出现。 原材料裂纹或条纹是制造螺栓的原材料中固有的缺陷。 它们通常是沿着光杆或螺栓头纵向延伸的细线或平滑曲线[5]。 锻造过程中无法消除凹痕。 它是原材料中的锈层或在剪切、切割过程中因毛刺而产生的压痕或印记。 皱纹是在镦粗冲击过程中产生的。 位于螺栓承载面或以下的内角不允许有皱纹,螺栓的外角允许有皱纹。 刀痕是由于切削工具移动超出螺栓表面而造成的。 螺栓的光杆和圆角上会出现切割造成的刀痕。 一般要求表面粗糙度不超过Ra=3.2μm。 损坏通常是指制造或运输过程中因螺栓碰撞而造成的凹痕、划痕、缺口等。 损坏缺陷一般不作为拒收的依据,除非上述损坏影响了螺栓的强度。 螺栓螺纹上的凹痕、划伤、间隙等损坏不能影响螺纹通停规的通过,拧紧通停规的扭矩不应大于0.001 d3N·m [7 ]。
1.3 制造验收
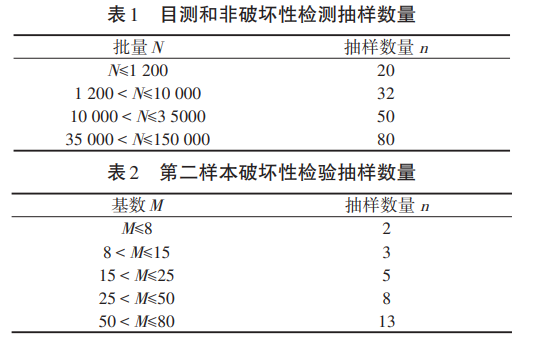
螺栓制造完成后,必须根据批量大小随机抽取样品。 样品数量要求见表1。采用目视检查、磁粉探伤、脉冲涡流探伤等无损检测技术对螺栓、螺母的表面缺陷进行检查。 使用目视检查对表面进行无损检查。 螺栓、螺母任何部位如发现淬火裂纹缺陷,或螺栓头内角有皱纹缺陷,则该批产品应予以拒收。 如果发现有缺陷样品未超出允许范围,则该批产品将被接受; 如果未发现缺陷,但发现其他缺陷,且缺陷样品数量超过允许限度,则这些不合格产品将被视为损坏。 分批测试。 具有严重缺陷的产品将形成破坏性检验样品的第二个检验样品。 检验所需样品数量见表2。进行破坏性检验时,截取的截面应垂直于缺陷的长度方向,并穿过缺陷的最大深度。 破坏性检验时,未发现镦粗裂纹、喷砂、条纹、凹痕、皱纹、刀痕及超过GB/T5779.1-2000标准允许尺寸限值的损伤等缺陷,则该批产品合格;尺寸超过GB/T 5779.1-2000规定的,应予拒收。
2 螺栓进入现场验收
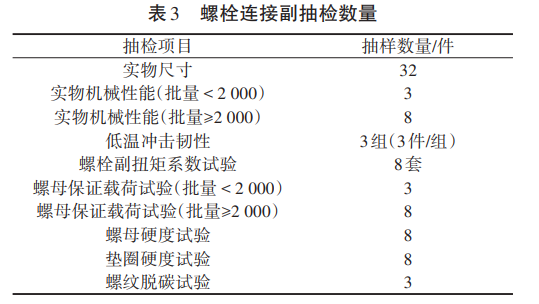
风电机组高强螺栓进场后必须清点数量,并按螺栓连接批次进行抽检和复检。 同批次螺栓连接对数最多为5000套。 抽查数量见表3[8]。
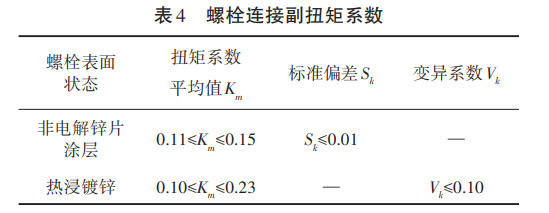
经复验,产品参数应符合国家标准的规定。 其中,扭矩系数测试按照GB/T 17.2-2000进行。 螺栓连接副的扭矩系数见表4。
对于用于扭矩系数测试的螺栓、垫圈、螺母样品,其螺栓连接副在扭矩系数测试后可继续使用。 每组测试一次,不允许重复测试。 如果测试过程中发生垫圈旋转事件,测试数据将无效。
3 储运用高强度螺栓连接
高强度螺栓生产企业应按照GB/T 3098.1-2000的要求,标注每个螺栓的产品性能等级。 每箱螺栓组应有配套的包装。 不同批次的螺栓不得混装。 包装盒应使用聚乙烯。 用塑料薄膜等防水膜布包裹螺栓表面,防止螺栓因雨水等进入而生锈,同时用珍珠棉将螺栓隔开,防止螺栓螺纹被刺破损坏。 螺栓包装箱应科学、美观、坚固、经济,保证运输过程中不发生损坏。 包装箱内必须有螺栓产品的质量保证证明,包装箱外必须有生产厂家名称、产品名称、产品规格型号、数量、等级、生产日期等信息。
风力发电机组用高强度螺栓连接副一般都是成套的。 一套包含一个螺栓、一个螺母和两个垫圈,使用时必须同一批次使用。 运输过程中,运输车辆应采取防雨、防潮、防晒措施。 螺栓应分类、有序放置,做到轻装轻卸,防止螺栓表面损伤和生锈。
高强度螺栓接头应存放在室内。 贮存时避免与酸、碱、盐水泥等腐蚀螺栓连接的物品堆放。室内环境应清洁、干燥,贮存温度为-40~40℃。 ,湿度不应超过85%。 螺栓副应按包装箱上的批号和规格分批存放。 螺栓不应堆放得太高。 储存时间一般不超过6个月。 一旦超过6个月,必须按照相关标准保存。 重新进行扭矩系数或紧固轴向力试验,符合标准要求后方可使用[9]。
4 高强度螺栓连接安装
4.1 紧固扳手及连接副的装配
使用高强度螺栓前,应调整螺栓孔的中心位置,使两个连接件上的螺栓中心孔对齐。 装配螺栓时,节点上所有螺栓的安装方向应一致。 在螺母一侧,垫圈的倒角一侧应与螺母的圆锥侧依次配合; 在螺栓头侧,垫圈的倒角侧应与螺栓头配合 [10]。
安装螺栓前,必须每天检查所使用的扭矩扳手。 扭矩最大相对误差≤±5%。 日常检验使用的标准扭矩扳手应经计量检定单位检定或校准,其最大允许误差≤±5%。
4.2 螺栓孔和铰孔
风力发电机组采用高强度螺栓安装时,如螺栓不能自由穿入,必须禁止强行穿入,并用铰刀修整螺栓孔。 修整后的螺栓孔数量不应超过螺栓总数的25%,修整后的直径不应超过螺栓总数的25%。 应大于螺柱直径的1.2倍。 严禁用气割扩孔。 当需要修整的螺栓孔数量超过螺栓总数的25%,或修整的最大直径大于螺栓直径的1.2倍时[8],应先向设计单位提出申请,经设计单位批准后方可施工。 记录扩孔后的孔径和扩孔位置,设计单位根据大圆孔、长孔等扩孔类型进行审核计算。
4.3 螺栓初拧、复拧和终拧
4.3.1 风电机组高强度螺栓对的拧紧分为初拧、复拧和终拧。 有时仅进行初始拧紧和最终拧紧。 初始拧紧和重新拧紧扭矩值约为最终拧紧扭矩值的一半。 高强度螺栓初次拧紧和重新拧紧后,用彩色记号笔对螺母进行标记,避免重复拧紧。 最终拧紧时,根据该批螺栓连接副的扭矩系数计算最终拧紧扭矩值并拧紧。 最后拧紧后,用另一种颜色的记号笔在螺母上做标记。 高强螺栓的初拧、复拧、再拧紧最终任务必须在24小时内完成[11]。
4.3.2 风电机组高强度螺栓必须按一定顺序进行初拧、复拧、终拧。 所有螺栓必须在初次拧紧完成后重新拧紧,并在全部重新拧紧完成后进行最终拧紧。 同一节点螺栓连接副的安装施工顺序是先从中间开始,然后逐渐向外。 施工时从刚度较大的接缝开始,到刚度较小的接缝处,依次施工。 简单接头一般是从接头的中间位置向两端构造。 对于两个或两个以上的连接接头,一般先对主构件接头进行施工,然后再对次要构件接头进行施工。 开展建设[12]。
4.4 高强度螺栓紧固方法
风力发电机组高强度螺栓的紧固方法有两种,一种是扭矩法,一种是角度法。 4.4.1 采用扭矩法拧紧高强度螺栓。 采用扭矩法进行高强度螺栓的拧紧施工,是利用螺栓的设计预紧力F和扭矩系数K计算出螺栓的最终拧紧扭矩值M。 用扭矩扳手按照计算出的最终拧紧扭矩值M依次拧紧螺栓。重新拧紧和最终拧紧。 螺栓的预紧力F由设计预紧力确定。 考虑到螺栓施工时的预紧力损失一般为设计预紧力的10%,因此螺栓拧紧的预紧力F为设计预紧力的1.1。 次。 螺栓扭矩系数在储存和运输过程中容易发生变化。 施工现场应按要求复核扭矩系数。 当复核扭矩系数在表4范围内时,应按复核确定的扭矩系数施工。 螺栓施工时应依次进行初拧、复拧、终拧。 螺栓初紧的目的是使各连接件的接触面紧密贴合,螺栓预紧力达到10~50kN。 实际操作时,操作人员使用普通手动扳手拧紧螺栓,无需使用任何辅助工具,即完成初步拧紧。
4.4.2 高强度螺栓采用转角法紧固。 由于螺栓的扭矩系数是离散的,特别是螺栓的制造质量低、包装条件差、运输和储存条件差,导致螺栓的扭矩系数超过标准值。 这时,采用扭矩法进行施工,会产生较大的误差,出现过紧或过紧的情况。 螺栓角度法施工是在螺柱的弹性变形范围内调整螺母的旋转角度,以控制螺柱的弹性伸长量钢结构工程高强螺栓连接副,获得所需的预紧力[13]。 为了解决扭矩法中过紧或欠紧的问题,引入了角点法。 螺栓角度法施工的基本原理是:螺栓初步拧紧后,螺柱在弹性范围内发生变形。 螺母的旋转角度与螺栓预紧力呈线性关系。 获得螺栓预紧力后,即可计算出螺栓的旋转角度,初拧后根据此旋转角度施工即可准确控制预紧力。 高强螺栓角法紧固分为初紧和终紧,对于大型、复杂的结构还增加了重紧。 初始紧固比扭矩法施工更严格。 如果初始紧固状态不一致,就会采用部分施工来消除板缝之间的距离,导致旋转角度与预紧力之间的关系极不稳定。 转角法的初步拧紧是为了消除连接件之间间隙的影响,为螺栓的最终拧紧提供基本一致的起点。 但角法施工中的初始拧紧扭矩尚无统一标准。 其原则以连接板的紧密配合为基础,根据各工程的具体情况确定。 终拧紧是在初拧紧的基础上,将螺母旋转一定角度,使螺栓的轴向力满足计算预紧力的要求。
转角法具体施工顺序如下:用定扭扳手将螺栓组从中心向外逐一初步拧紧。 初拧完成后,用小锤敲击螺栓,防止泄漏。 最后,对初次拧紧后的螺栓按顺序进行标记。 紧密的完成。 使用专用扳手(一般为电动扳手、电动定角扳手、手动扳手等)按初始拧紧顺序将螺母旋转一定角度。 为了精确控制螺母的旋转角度,计算出的旋转角度刻在套筒上。 将筒体安装到螺母上后,在连接器上的套筒上标出分度角的终点线位置,转动扳手,当套筒上的角度起始线与连接器上的标记重合时,达到规定的旋转角度,最终拧紧完成。 。 为了保证最终拧紧的正确性,施工时必须采取一定措施,防止螺柱和螺母同转。 最后拧紧后,用量角器一一检查螺栓、螺母上所画的相对角度。 对经过终拧自检的螺栓用不同颜色的记号笔进行标记,防止漏拧和重复终拧。
采用螺母角法施工前,必须进行重新检查。 从同一批螺栓对样品中随机抽取8套螺栓对(包括螺栓、螺母、垫圈)。 试验螺栓的状态必须与实际使用螺栓的状态一致。 螺栓不能再用于风力涡轮机。 边角复检必须由具有相应资质的第三方检测单位进行。 使用的仪器仪表必须经过计量检定并在有效期内。 5 高强螺栓连接施工质量验收
采用扭矩法对风电机组用高强度螺栓进行质量检验应符合以下四项要求。 ①用0.3公斤重的小锤子依次敲击高强螺栓的螺母,不得漏螺丝。 ②对螺栓对的最终拧紧扭矩进行10%抽查,螺栓对不应少于2对。 检查时,在螺栓、螺母上画一条直线,用扳手以60°角松开螺母,然后用扭矩扳手重新拧紧,使螺母与螺柱上的两条直线重合。 此时,如果测得的扭矩在0.9~1.1M范围内,则符合要求。 ③如发现有不符合要求的,应将螺栓连接对数加倍进行扩大检查。 若仍有不合格,则应重新构造所有高强螺栓连接副[8]。 ④ 螺栓扭矩的检查应在螺栓最终拧紧后1~24小时内完成。 检查所用的扭矩扳手应进行校准或标定,最大允许误差应在±3%以内[9]。
采用转角法对风电机组用高强螺栓进行质量检验必须满足以下四项要求。 ① 依次检查最终拧紧起始线与最终拧紧结束线的角度是否符合要求。 ②各节点随机选取螺栓总数的10%,校核最终拧紧角度,螺栓连接对不少于2对。 检查时,在螺柱和螺母上画直线,松开所有螺母。 按原要求进行初拧和终拧,测量原端线与端线的角度误差在±30°以内为合格。 ③如发现高强度螺栓连接副不符合要求,应检查双倍螺栓连接副。 如果仍有不合格的,则必须重新构造所有高强度螺栓连接副[8]。 ④ 旋转角度的检查应在螺栓最终拧紧后1~24小时完成。 检查所用的扭矩扳手应进行测量或校准,最大允许误差在±3%范围内。
六,结论
风力发电机组高强度螺栓连接失效的情况时有发生。 为了减少螺栓连接副失效的概率,应在螺栓连接副的制造、运输和储存、现场验收、安装及施工质量验收等方面加强管理,提高各环节螺栓质量,减少螺栓连接副的失效。风力涡轮机发生事故的概率。
本公众号由北京爱快科技发展有限公司运营钢结构工程高强螺栓连接副,欢迎技术交流。 感兴趣的朋友可以添加以下微信号进入我们的讨论群:

本公众号由北京爱快科技发展有限公司运营,欢迎技术交流。 请添加上方微信二维码或致电我们:
杜:18601022409
让我们共同探讨螺栓预紧力测量的相关技术和市场信息,共同推动这个行业的发展,实现共赢。 北京阿法斯特公司(Afast Company)专业从事超声波和视觉螺栓预紧力测量技术。 其主要产品包括系列螺栓预紧力测量仪器、长期螺栓预紧力监测产品、智能紧固件、螺栓轴力控制等。 智能紧固工具。

参考:
[1]陈吉平,何贤娟。 高强螺栓施工紧固轴力自动控制[J]. 工业建设,2015(9):131-135。
[2] 郑大洲,王兵,莫尔兵,等。 VDI2230在风电机组螺栓分析中的应用[J]. 东方汽轮机,2013(2):26-31。
[3] 严友曾. 高强度螺栓的应用研究[D]. 青岛:山东科技大学,2011。
[4]姜朝熙,徐宗范,张婷。 紧固件制备及典型失效案例[M]. 北京:国防工业出版社,2015:11-13。
[5]丁超. 基于LabVIEW和机器视觉的铆钉表面缺陷在线检测系统研究[D]. 上海:上海交通大学,2008。
[6]国家质量技术监督总局。 紧固件表面缺陷的螺栓、螺钉和螺柱通用要求:GB/T 5799.1-2000[S]。 北京:中国标准出版社,2000。
[7] 国家能源局。 风力发电机塔筒用高强度螺栓连接副:NB/T 31082-2016[S]. 北京:中国标准出版社,2016。
[8]王忠峰,于泉. 风电机组高强度螺栓检测及安装技术综述[J]. 风能,2018(1):78-82。
[9] 李维霞,王海霞。 浅谈高强度大六角头螺栓连接的施工要求[J]. 河南科学技术,2010(14):61。
[10] 李富强. 悬索桥钢桁架加劲梁装配技术研究[J]. 珠江水运,2020(9):38-39。
[11] 邢伟彦. 高强度螺栓的安装及质量控制[J]. 工程建设与设计,2015(2):101-103。
[12]侯方,卢瑞宁,王子玉。 浅谈石油化工设备钢结构高强螺栓施工方法[J]. 安徽化工,2019(4):109-111。
[13]唐定华. 螺栓扳手机器人的设计与实现[D]. 西安:西安理工大学,2018。